हट-डिप गैल्भेनाइज्ड कोइल नेलहरू राम्रोसँग बेच्छन्
अघिल्लो ब्रश प्रक्रियाले सामान्य चिसो पुल-अप प्रक्रिया अपनायो।रेशम कीलहरू बाहिर तानिए पछि, काठको चिप्स मार्फत पालिश गर्न आवश्यक थियो।काठको चिप्सको प्रयोगको कारण, यो हावामा खस्यो, जसले गर्दा वायुको गम्भीर कण प्रदूषण भयो।पेन्टको पेन्ट हावामा सुक्न आधा घण्टाभन्दा बढी पर्खनुपर्छ।यद्यपि यसले सोखनका लागि सक्रिय कार्बनलाई पृथक र प्रयोग गर्दछ, यसले अझै पनि एक निश्चित चिन्ताजनक गन्ध निम्त्याउँछ, जुन कर्मचारीको स्वास्थ्यको लागि अनुकूल छैन।

आविष्कारको उद्देश्य अवस्थित टेक्नोलोजीको अभावलाई हटाउन, सरल शिल्प कौशल, उच्च उत्पादन दक्षता, राम्रो उत्पादन गुणस्तर, र सानो वातावरणीय प्रदूषणको साथ उत्पादन प्रक्रिया प्रदान गर्नु हो।माथिको प्राविधिक समस्याहरू समाधान गर्नको लागि, हालको आविष्कारमा वर्णन गरिएको रोलिङ नेलको उत्पादन प्रक्रियामा चरणहरू समावेश छन्।
(A) नङका लागि आवश्यक धातु सामग्रीहरू तयार गर्नुहोस्।
(B) धातु सामग्रीको सतह सफा गर्न अक्सिडेटिभ छाला हटाउनुहोस्, र सफा गर्ने स्टीललाई चिसो गर्न लुब्रिकेन्ट प्रयोग गर्नुहोस्।तान्नुयसले कृत्रिम हानि कम गर्न र वातावरणीय प्रदूषण कम गर्न सक्छ।औद्योगिक उत्पादनको लागि उपयुक्त।
कोण: 15 डिग्री समतल वा 16 डिग्री कोनिकल, 11 डिग्री, 0 डिग्री।
व्यास: ०.०८३" ०.०९२" ०.०९९" ०.११३" ०.१२०" ०.१३१" ०.१४८"।
लम्बाइ: 25mm-130mm।
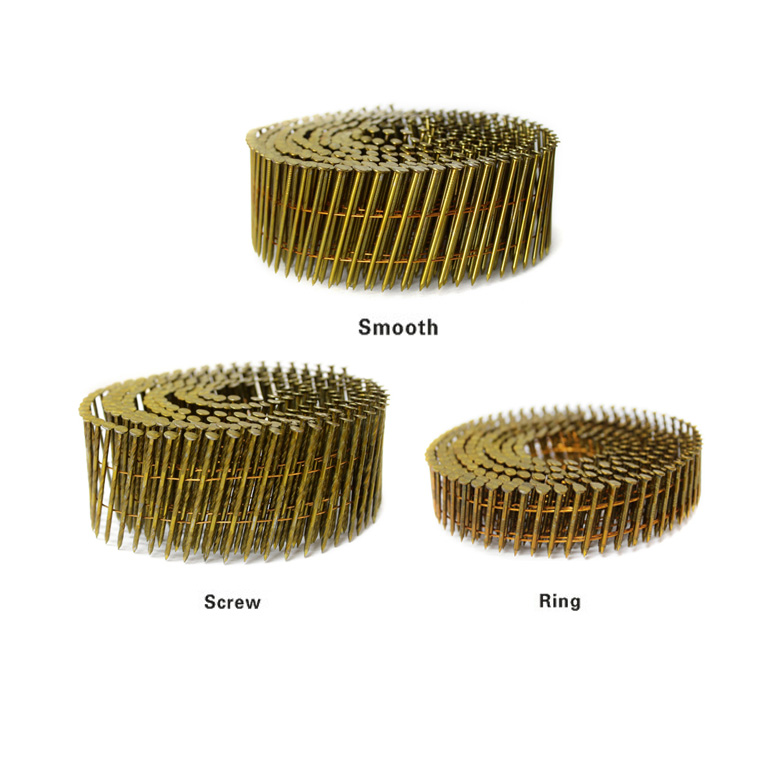
शेन्क्स: चिल्लो, घण्टी, पेंच।
बिन्दु: हीरा, छेनी, ब्लन्ट।
समाप्त: उज्यालो, E.Galv।एम. गाल्भHD Galv।304 316 स्टेनलेस स्टील।